Le sildénafil présent dans Kamagra exerce une inhibition réversible de la PDE5, modulant la cascade GMPc et favorisant une vasodilatation localisée. L’absorption digestive varie selon la forme utilisée, comprimés classiques ou gels oraux. La distribution tissulaire est large et la liaison protéique élevée, avoisinant 96 %. La métabolisation hépatique génère un métabolite actif contribuant à l’effet pharmacologique global. La demi-vie reste courte, avec disparition plasmatique en quelques heures. Les interactions significatives concernent surtout les nitrés organiques et inhibiteurs puissants du CYP3A4. Dans les publications techniques, kamagra en ligne est souvent cité dans le cadre d’analyses comparatives portant sur les différences de formulations et de cinétique d’absorption.
Doi:10.1016/s0141-0229(03)00087-5
Enzyme and Microbial Technology 33 (2003) 71–78
The effect of Tween-20 on simultaneous saccharification and
Malek Alkasrawi , Torny Eriksson , Johan Börjesson , Anders Wingren ,
Mats Galbe , Folke Tjerneld , Guido Zacchi
a Department of Chemical Engineering 1, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
b Department of Biochemistry, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
Received 18 December 2002; received in revised form 25 March 2003; accepted 28 March 2003
Abstract
Simultaneous saccharification and fermentation (SSF) of steam-pretreated wood constitutes an attractive process configuration for
ethanol production from biomass. However, the high enzyme addition in SSF contributes to a high process cost. In this study we explorethe effect of the non-ionic surfactant Tween-20 as an additive in SSF. Tween-20 addition at 2.5 g/l had several positive effects on SSF: (i)the ethanol yield was increased by 8%; (ii) the amount of enzyme loading could be reduced by 50%, while maintaining a constant yield;(iii) the enzyme activity increased in the liquid fraction at the end of SSF, probably by preventing unproductive binding of the cellulases tolignin, which could facilitate enzyme recovery; (iv) the time required to attain maximum ethanol concentration was reduced. Surfactantsas an additive in SSF can significantly lower the operational cost of the process. However, less expensive surfactants must be investigated. 2003 Elsevier Science Inc. All rights reserved. Keywords: Ethanol production; Softwood; SSF; Enzyme recovery; Tween-20
1. Introduction
and fermentation (SHF) in terms of higher final ethanol yieldand lower energy consumption. However, SSF still requires
The production of fuel ethanol from biomass as a substi-
high enzyme concentrations and operates at a non-optimal
tute for fossil fuels is still expensive. Recent economical cal-
hydrolysis temperature, which influences the hydrolysis ef-
culations showed that the production cost would be higher
than the price of gasoline Lignocellulosic materials are
Enzyme loading constitutes a significant contribution
considered to be the most promising renewable resource for
to the overall ethanol production cost in processes based
fuel ethanol production. Softwood, such as spruce, would
on enzymatic conversion of cellulose It is therefore
provide an abundant feedstock in countries such as Sweden.
important to find methods of reducing the enzyme loading
The production of fuel ethanol based on steam pretreatment
and increasing the conversion rate. Earlier and recent in-
of spruce followed by enzymatic hydrolysis and fermenta-
vestigations suggest that the addition of surfactants to the
enzymatic hydrolysis of cellulose may increase the conver-
Improvements resulting in lower operation costs in the
sion rate of cellulose to glucose Surfactant addition has
ethanol production process can be achieved by modification
been proven to increase the enzymatic hydrolysis of several
of process parameters. Optimising substrate enzyme
different cellulose-containing substrates. Castanon et al.
will increase the final ethanol yield. Pro-
wed that the hydrolysis of newspaper increased by
cess integration such as process stream recirculation will
14% after 48 h with the addition of Tween-80. The positive
decrease the energy consumption Simultaneous sac-
effect of surfactant addition has also been observed using
charification and fermentation (SSF) has been found to be
Avicel, tissue paper delignified steam-exploded wood
economically favourable compared with separate hydrolysis
Non-ionic surfactants have been proven to be effective in
increasing cellulose hydrolysis, whereas anionic and cationic
Corresponding author. Tel.: +46-46-222-82-97;
surfactants decrease cellulose hydrolysis The ad-
E-mail address: guido.zacchi@kath.lth.se (G. Zacchi).
sorption of cellulases to the solid cellulose substrate has been
0141-0229/03/$ – see front matter 2003 Elsevier Science Inc. All rights reserved. doi:10.1016/S0141-0229(03)00087-5
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
shown to decrease in the presence of non-ionic surfactants
The mechanism underlying the enhancement of
The composition of spruce and steam-pretreated material
enzymatic cellulose hydrolysis has been the object of intense
research and speculation. Various mechanisms have been
proposed, which can be divided into three main categories:
(i) the surfactant changes the ultra structure of the substrate,
making the cellulose more available to enzymatic attack
(ii) surfactants increase enzyme stability, i.e. by reducing
thermal denaturation or denaturation by shear forces
and (iii) surfactants affect enzyme–substrate interaction, e.g.
adsorbed enzymes are prevented from inactivation by sur-
factant addition In a recent publication from
our laboratory, we proposed the dominating effect of surfac-
tant on spruce lignocellulose hydrolysis, is enzyme interac-
tion with lignin surfaces. Surfactant adsorption onto lignin
prevents unproductive binding of enzymes to lignin. In the
same study we found that it was possible to reduce the en-
zyme loading by 50% by adding Tween-20 at 2.5 g/l n
the present study, we focused on the influence of Tween-20
on the performance of SSF, in terms of final ethanol yield
and residence time. We also investigated the possibility of
reducing the enzyme loading, while maintaining the sameethanol yield, through the addition of Tween-20. Addi-
tionally, the influence of Tween-20 on the activity of freeenzymes recovered from the liquid fraction after SSF was
The enzymes used were Novozym 188 and Cellu-
2. Materials and methods
clast 1.5L. Novozym 188 had a -glucosidase activity of535 IU/g, measured according to the method described by
Berghem and Pettersson Celluclast 1.5L had a cellu-lase activity of 104 FPU/g measured according to Mandel
Fresh chipped softwood of spruce was kindly provided by
et al. a -glucosidase activity of 38 IU/g. Cellu-
a sawmill in southern Sweden (Htöörsågen AB, Höör). The
clast 1.5L and Novozym 188 were kindly provided by Novo
softwood was grinded and sieved to obtain 2–10 mm chip
size. The chips were stored in a plastic bag at 4 ◦C prior touse. The composition (see was analysed using the
Hägglund method wed by HPLC analysis. The drymatter (DM) content was determined to be 52% (w/w).
Filter paper activity in the liquid fraction samples from
SSF was measured according to the method described
by Mandel et al. with the following modifications:Novozym (0.1 IU/ml) was added to ensure excess of
The 3.6 kg spruce chips were impregnated with sulphur
-glucosidase activity in all measurements and bovine
dioxide (3%, w/w, moisture) for 20 min at room temperature.
serum albumin (BSA; 0.1 mg/ml) was added in order to
Impregnation was performed in a tightly sealed plastic bag
avoid non-specific binding of enzymes.
to allow penetration of the gas into the wood tissues. Theamount of SO2 absorbed was determined by weighing the
2.5. Fermentation of steam pretreatment hydrolysate
plastic bag before and after impregnation, and was found tobe having 2.5% (w/w) moisture. The impregnated material
This experimental part was performed to assess the hy-
was pretreated with saturated steam at 215 ◦C for 5 min in a
drolysate fermentability and the influence of Tween-20 on
steam pretreatment unit equipped with a 10-l reactor, which
the yeast performance without the presence of the enzymes
has been described previously Steam pretreatment of
keeping in mind that the operating fermentation must be
spruce was performed in six batches, by loading 600 g dry
the same as in SSF. This was also done to give an idea how
weight in the reactor for each batch. Slurry from all the
the yeast would perform in SSF. In the hydrolysate fermen-
batches were mixed together and stored at 4 ◦C for further
tation experiments, the slurry obtained after the steam pre-
treatment step was filtered, and the solid part was removed. M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
The liquid that contains free sugars was diluted to the same
using 5 mM H2SO4 as eluent, at a flow rate of 0.5 ml/min.
concentration as that obtained when the slurry was diluted
Since mannose, xylose and arabinose were eluted at the
to 5% fibrous material as in SSF. The liquid was diluted
same time, these sugars were determined using a PL Hi-Plex
to alleviate the inhibitory effect of formed inhibitors dur-
Pb column (Polymer Labs, Shropshire, UK) at 80◦ C, using
ing steam pretreatment. Since the pretreated material was
ultrapure water as eluent at a flow rate of 0.5 ml/min. The
stored at 4 ◦C, the diluted liquid was sterilised at 120 ◦C for
DM content of the pretreated material and the yeast were
20 min and fermented using the same operating parameters
determined by drying the materials overnight at 105 ◦C.
and the same amount of nutrients as in SSF, (see the follow-ing). Fermentation was performed with and without 2.5 g/lTween-20. In the evaluation of the liquid fermentation ex-
3. Results and discussion
periments, the ethanol yield was expressed as a percentageof the theoretical yield based on the amount of fermentable
Tween-20 has been recognised in several studies to be an
sugars (glucose and mannose) present in the liquid.
enhancer of enzymatic cellulose hydrolysis but few report about its ability to enhance the fermentation of
cellulosic hydrolysates to ethanol. According to Ballesteroset al. actant addition to SSF of steam-pretreated
All SSF runs were performed with a working weight of
poplar substrate increased the final ethanol yield without
750 g in 1-l fermentors (Belach AB, Stockholm, Sweden),
affecting the yeast viability. Previous work on surfactant
under semi-sterile conditions since it is not possible to ster-
effects on SSF of steam-exploded poplar has shown that the
ilize the enzyme. The slurry, consisting of the pretreated
ethanol yield can be increased by 6% by Tween-80 addition
material, was diluted to 5% DM (insoluble solids) using
However, the possibility of reducing enzyme loading
fresh water. The diluted slurry and the yeast nutrients were
by surfactant addition was not studied. Ooshima et al.
autoclaved at 120 ◦C for 20 min. The enzyme preparations
showed that the rate of SSF of pure cellulose (Avicel) was
were added directly to the fermentor vessel.
slightly enhanced by the addition of Tween-20.
All the runs were performed at 37 ◦C, at pH 5, for 72 h
or longer up to 144 h. The initial pH value was adjusted to
4.9–5.1 using solid Ca(OH)2, and during fermentation thepH was maintained at pH 5 by the addition of 10% NaOH.
gives the composition of the raw material and
The concentration of Novozym was 4% (w/w) fibrous ma-
the steam-pretreated material. The DM content of fibrous
terial, which corresponds to a -glucosidase activity of
material (insoluble matter) in the pretreated material was
41 IU/g cellulose. The amounts of Celluclast 1.5L used were
13%. The recovery of glucose and mannose in the liquid
24, 12 or 6% (w/w) fibrous material, which corresponds to
fraction were 28.6 and 81.4% of the theoretical content of
cellulase activities of 44, 22 or 11 FPU/g cellulose, respec-
glucan and mannan in the raw material, respectively. The
tively. Normal baker’s yeast, Saccharomyces cerevisiae (S.
recovery of glucan in the solid fraction was 70% of the
cerevisiae) was inoculated at 0.5% (dry, w/w) of the total
working weight. It has not escaped our attention that baker’syeast contains lactic acid bacteria and therefore antibiotics
were added; Penicillin (20,000 U/ml) and Streptomycin(20 mg/ml) This was done to ensure that changes in
Fermentation of the liquid fraction after pretreatment was
the ethanol yield were not due to competing microorgan-
performed with and without surfactant addition. The analy-
isms. The composition of the supplemented yeast nutrients
sis showed that the ethanol yield was 85% of the theoretical
without Tween-20. This increased to 95% of the theoretical
(0.025 g/l) and yeast extract (1.0 g/l). The ethanol yield was
after 24 h upon adding 2.5 g/l Tween-20. This increase cor-
expressed as percentage of the theoretical yield based on
responds to an 11.8% increase in the final ethanol yield as
the amount of fermentable sugars (glucose and mannose)
a result of Tween-20 addition (This may be due to
facilitated substrate uptake by the yeast and easing the masstransport
3.3. SSF with different concentrations of Tween-20
Samples taken from the raw material hydrolysis, the liquid
fraction of the pretreatment step, the liquid fermentation
In all SSF experiments the sum of glucose and mannose
and the SSF were analysed using HPLC (Shimadzu, Kyoto,
concentrations was approximately 23 g/l at the start. Man-
Japan) equipped with a refractive index detector (Shimadzu).
nose and glucose were rapidly depleted. Furfural and HMF
Ethanol, glucose, furfural, hydroxymethylfurfural (HMF),
had completely disappeared by the end of SSF. In the ref-
acetic acid and glycerol were analysed using an Aminex
erence run (base case) without surfactant, with a Celluclast
HP-87H column (Bio-Rad, Hercules, CA, USA) at 65 ◦C,
loading of 44 FPU/g cellulose (24% of the insoluble fibrous
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
The influence of Tween-20 on hydrolysate fermentation and SSF
The influence of enzyme loading with and without the addition of 2.5 g/lTween-20 on the theoretical ethanol yield in SSF, and on the residence
time required to reach the maximum ethanol concentration
material), the highest ethanol concentration was reached af-
ter about 72 h. The final ethanol yield was 86% of the the-oretical yield and the initial productivity based on the first
The residence time required to reach the maximum ethanol
concentration did not change with the addition of 1.25 g/l
The addition of 1.25 and 2.5 g/l Tween-20 increased the
Tween-20, but decreased to 48 h with the addition of 2.5 g/l
ethanol yield by 8% compared with the reference run (base
Tween-20 (Therefore, 2.5 g/l Tween-20 was used
case). The initial productivity remained at the same level
as an optimal concentration for the subsequent SSF runs.
(1.4 g/l/h) with the addition of 1.25 g/l Tween-20, but in-
The rate-limiting step in the later stages of SSF is cellulose
creased to 1.6 g/l/h when adding 2.5 g/l Tween-20
conversion, since the concentration of fermentable sugars
Fig. 1. The influence of 2.5 g/l Tween-20 addition on the ethanol production in SSF with an enzyme loading of 44 FPU/g cellulose. SSF runs withTween-20 (—), and without Tween (----). M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 2. The influence of 2.5 g/l Tween-20 addition on the ethanol production in SSF with an enzyme loading of 22 FPU/g cellulose. SSF runs withTween-20 (—), and without Tween (----).
is negligible in the solution after 24 h of fermentation and
runs. Similar SSF runs were performed but with the addition
complete cellulose conversion is known to require long
hydrolysis times Therefore, it is likely that Tween-20
addition improved cellulose conversion, which is in agree-
without Tween-20. At high enzyme loading (44 FPU/g cel-
ment with our earlier results on the effect of Tween-20 on
lulose) the final ethanol yield increased by 8% following
enzymatic conversion using the same substrate It is
the addition of Tween-20. The maximum ethanol concentra-
also possible that the increased yield of ethanol was partly
tion was reached after 48 h when Tween-20 was added com-
due to the improved performance of the yeast. This is sup-
pared with 72 h without the addition of Tween-20 (
ported by the results of fermentation of the pretreatment’s
At a lower enzyme loading of 22 FPU/g cellulose, the addi-
hydrolysate, which were better when Tween-20 was added
tion of Tween-20 (2.5 g/l) increased the final ethanol yield
in terms of final ethanol yield and also in the production rate
by 17% compared with SSF without Tween-20. The res-
of ethanol for the first 24 h (A higher concentration
idence time required to reach the final maximum ethanol
of Tween-20 (5 g/l) decreased the yield by 60%, and this
concentration was 72 h whereas 96 h were required without
is probably because the Tween-20 becomes toxic at higher
Tween-20 addition (At the lowest enzyme loading
(11 FPU/g cellulose) Tween-20 increased the final ethanolyield by 22%. The final ethanol yield was reached after 144 h
3.4. SSF with different enzyme concentrations
without Tween-20 and after 120 h with Tween-20 Tween-20 addition to SSF increased the final ethanol yield at
Three SSF runs were performed using different enzyme
all enzyme concentrations, The increased ethanol
loadings: 24, 12 and 6% Celluclast of the fibrous material
yield is probably due to improved fermentation by the yeast
corresponding to cellulase activities of 44, 22 and 11 FPU/g
in combination with increased cellulose conversion. The
cellulose. The Novozym (-glucosidase) concentration was
maximum ethanol yield was reached earlier when Tween-20
constant (4% of the insoluble fibrous material) in all SSF
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 3. The influence of 2.5 g/l Tween-20 addition on the ethanol pro-duction in SSF with an enzyme loading of 11 FPU/g cellulose. SSF runswith Tween-20 (—), and without Tween (----).
SSF with 22 FPU/g cellulose and 2.5 g/l Tween-20
reached the same final ethanol yield at the same resi-dence time as when 44 FPU/g cellulose was used withoutTween-20. This finding will have a significant economicaleffect on the final ethanol cost since the cost of enzymesconstitutes a significant part of the total process cost
Another potential economical benefit of Tween-20 addi-
tion could be the shortening of residence time for SSF. Themaximum ethanol concentrations without Tween-20 addi-tion using an enzyme loading of 44 and 22 FPU/g cellulosewere reached at 72 and 96 h, respectively. The addition of
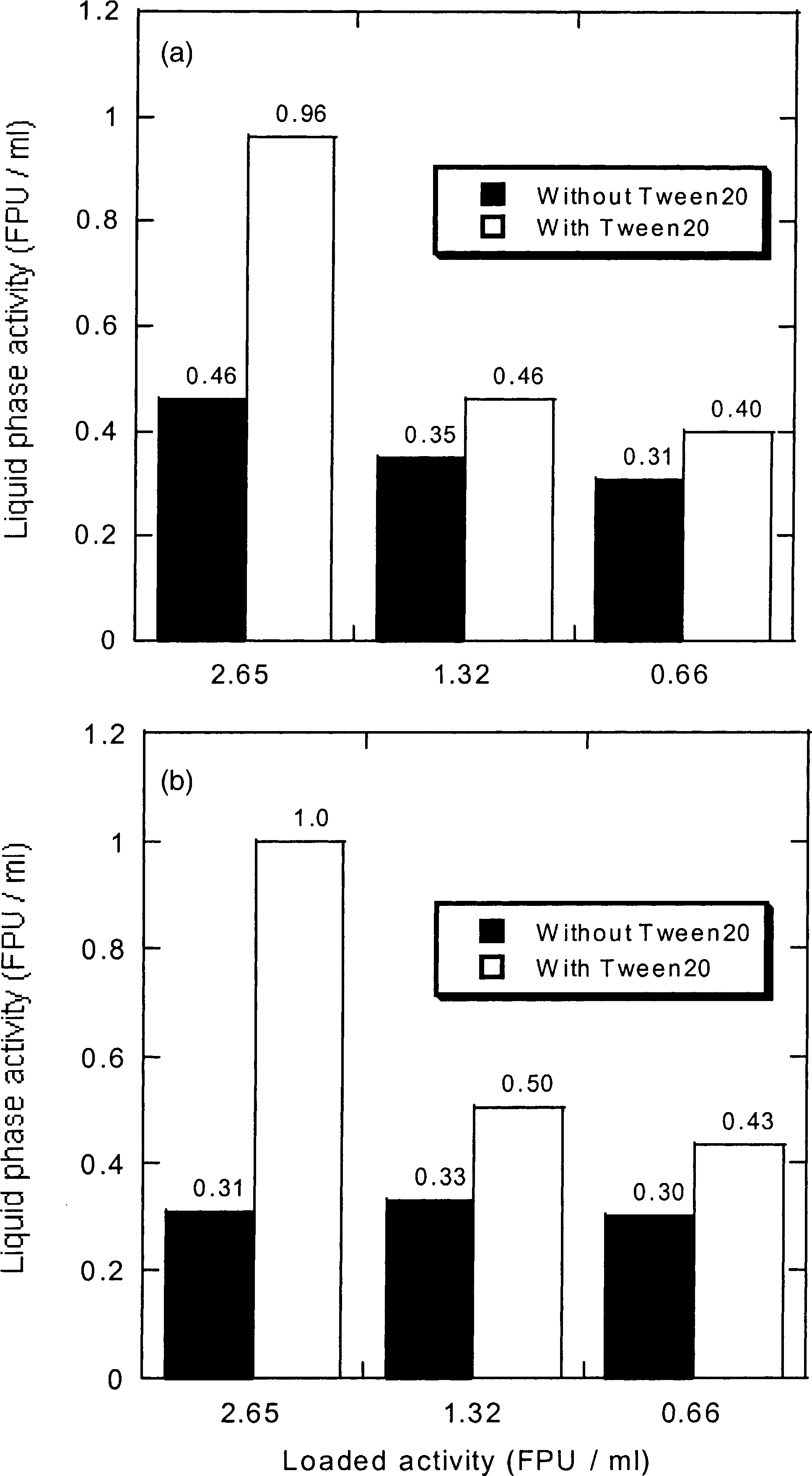
Fig. 4. The influence of 2.5 g/l Tween-20 addition on the filter paper
Tween-20 resulted in the shortening of the residence times
activity in the SSF liquid fraction at: (a) 48 h and (b) at the time required
from 72 to 48 h and from 96 to about 72 h. At low en-
zyme loading (11 FPU/g cellulose), the maximum ethanolconcentration without Tween-20 was not reached within
paper activity was also measured at the time when the max-
144 h when Tween-20 was added, the maximum ethanol
imum ethanol yield was reached (In all measured
concentration was reached after 120 h. The final yield was
samples, the remaining enzyme activity in the liquid frac-
similar to when the enzyme loading was four times higher
tion was higher when Tween-20 was added (It has
(44 FPU/g cellulose), but without Tween-20. However, us-
been suggested that the addition of surfactants can prevent
ing this low enzyme loading might not be suitable due to
enzymes from becoming unproductively bound to lignin
Therefore, the addition of a surfactant could increasethe possibility of recycling the enzymes after completion
3.5. Remaining filter paper activity in the liquid
of cellulose hydrolysis. The cellulase activity in the SSF
samples taken at times when the maximum ethanol concen-tration was reached, i.e. when most of the cellulose has been
In order to evaluate the influence of Tween-20 on the
hydrolysed (supports the previous findings that sur-
amount of remaining cellulase activity in the liquid fraction
factants reduce the binding of enzymes to lignin The
after SSF, filter paper activity unit (FPU) was determined
surfactant effect on cellulase adsorption was higher at high
for selected samples during SSF. FPU was measured at
enzyme concentration. This could be explained by the high
48 h for all six SSF runs (The remaining filter
degree of conversion obtained with high enzyme loading,
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
resulting in a lower amount of residual cellulose. Thus, the
enzymes against the cost of Tween-20 (or some other surfac-
proportion of lignin in the substrate was increased, leading
tant with the same effect on SSF). In the comparison, it was
to the release of more enzymes by surfactant addition.
assumed that the overall yield of ethanol, as well as the rateof fermentation were the same, which offset the effect of all
3.6. The effect of using Tween-20 on the process cost
other costs such as those of raw material, capital and utilities. These costs will thus be the same per litre of ethanol pro-
The addition of Tween-20 will add an extra cost to the
duced. This is a reasonable assumption when comparing the
process, i.e. the cost of the Tween-20 itself, but on the other
case with an enzyme activity of 44 FPU/g cellulose (case 1)
hand, other process costs will be reduced. The enzyme cost
without Tween-20 and the case where Tween-20 was added
will be reduced due to the fact that the enzyme concentration
and the enzyme activity was lowered to 22 FPU/g cellulose
can be lowered while maintaining the same ethanol yield in
(case 2). Although the case with 11 FPU/g (case 3) cellu-
SSF due to the presence of Tween-20. It has been shown that
lose and the addition of Tween-20, exhibited a lower rate
the presence of Tween-20 may increase the rate of fermenta-
of fermentation this case was included assuming the same
tion. Thus, another option could be to shorten the residence
residence time and ethanol yield as the base case.
time in the SSF, while maintaining almost the same ethanol
The purpose of this economic evaluation was to calculate
yield. This will cause the total fermentation volume and thus
the maximum permissible cost of Tween-20, for the total
the capital cost for the SSF step to decrease. The SSF step
cost of the Tween-20 and enzymes to be the same as the cost
is one of the most expensive for this kind of process It
of the enzymes in the case with 44 FPU/g cellulose without
might also be possible to recycle more of the enzymes due
Tween-20. Thus, a cost was assumed for the enzymes and
to the fact that higher activities of cellulases were present in
then the maximum cost of Tween-20 for the cases with a low-
the liquid fraction after SSF with Tween-20 than in the case
ered enzyme load were calculated. The cost of the enzymes
without Tween-20 (see Enzyme recycling could be
can be regarded as the cost of producing the enzymes at the
combined with process stream recirculation before distilla-
ethanol plant or the cost of purchasing them from an enzyme
tion as we have suggested 14 previously which would
company. The cost was chosen to be in line with other stud-
reduce the production cost further. The most probable sce-
ies calculations were performed for a case assuming
nario will be a combination of the improvements discussed
no recycling and for a case assuming that the enzymes could
be recycled. In the latter case all the activity remaining in the
A complete economic evaluation of the process including
liquid phase after SSF according to recovery)
the capital cost, must be made to determine the overall im-
was assumed to be recycled, by adsorption onto fresh sub-
pact of the addition of Tween-20 on the production cost of
strate, at no cost, which reduces the need for fresh enzymes.
ethanol. At this stage a limited economic evaluation is suffi-
The results are shown in If the enzyme loading is re-
cient since the experiments were carried out on a small scale.
duced to 11 FPU/g cellulose, i.e. case 3, the maximum allow-
Thus, we chose to study only the effect of the cost of the
able price for Tween-20 is roughly 3.3 SEK/kg if the cost of
Fig. 5. Acceptable cost of detergent as a function of the cost of the enzymes per kilogram of ethanol produced. M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
the enzymes is 0.5 SEK/kg ethanol produced. If it is possible
[4] Stenberg K, Tengborg C, Galbe M, Zacchi G, Palmqvist E,
to recover all the activity in the liquid phase, the maximum
Hahn-Hagerdal B. Recycling of process streams in ethanol production
cost of Tween-20 can be increased to roughly 4.1 SEK/kg.
from softwood based on enzymic hydrolysis. Appl BiochemBiotechnol 1998;70–72:697–708.
As mentioned above, this calculation did not take into ac-
[5] Larsson M, Galbe M, Zacchi G. Recirculation of process water
count the capital costs or the overall yield of ethanol. More
in the production of ethanol from softwood. Bioresour Technol
detailed studies are needed to determine the process condi-
tions that would result in the lowest ethanol production cost.
[6] Alkasrawi M, Galbe M, Zacchi G. Recirculation of process
streams in fuel ethanol production from softwood based onsimultaneous saccharification and fermentation. Appl BiochemBiotechnol 2002;98–100:849–61. 4. Conclusions
[7] Wooley R, Ruth M, Sheehan J, Ibsen K. Lignocellulosic biomass
to ethanol process design and economics utilizing co-current dilute
The SSF of steam-pretreated softwood was improved
acid prehydrolysis and enzymatic hydrolysis current and futuristic
by the addition of Tween-20 due to a combination of in-
scenarios. Technical report, NREL/TP-580-26157; (1999).
[8] Gregg DJ, Boussaid A, Saddler JN. Techno-economic evaluation of a
creased hydrolysis rate and improved yeast fermentation.
generic wood-to-ethanol process: effect of increased cellulose yields
The exact mechanisms of Tween-20 as an enhancer for
and enzyme recycle. Bioresour Technol 1998;63:7–12.
both enzyme hydrolysis and sugar fermentation are not
[9] Helle SS, Duff SJB, Cooper DG. Effect of surfactants on cellulose
known. Tween-20 probably plays an important role in pre-
hydrolysis. Biotechnol Bioeng 1993;42(5):611–7.
venting the unproductive binding of the cellulases to the
80 on enzymatic hydrolysis of newspaper. Biotechnol Bioeng
lignin residues, allowing more enzyme to be available for
the conversion of cellulose, resulting in a higher conversion
[11] Ooshima H, Sakata M, Harano Y. Enhancement of enzymatic-hy-
rate. This hypothesis is supported by the higher activity of
drolysis of cellulose by surfactant. Biotechnol Bioeng 1986;28:1727–
the free cellulases detected in the liquid fraction of SSF.
Concerning sugar fermentation, 16 surfactants in general
[12] Kurakake M, Ooshima H, Kato J, Harano Y. Pretreatment of begasse
by nonionic surfactant for the enzymatic hydrolysis. Bioresour
are well known for their positive effect on any fermentation
[13] Kaar WE, Holtzapple M. Benefits from Tween during enzymic
The enzyme loading could be reduced by as much as
hydrolysis of corn stover. Biotechnol Bioeng 1998;59:419–27.
50% without a reduction in ethanol yield. This has potential
[14] Eriksson T, Börjesson J, Tjerneld F. Mechanism of surfactant effect
economical implications since the enzyme cost is a major
in enzymatic hydrolysis of lignocellulose. Enzyme Microb Technol2002;31(3):353–64.
contributor to the process cost, taking into consideration the
[15] Hägglund E. Chemistry of wood. New York: Academic Press; 1951.
fact that the price of Tween-20 is much lower than the price
of enzymes. The Tween-20 addition decreases enzyme ad-
[16] Berghem L, Pettersson G. The mechanism of enzymatic cellulose
sorption onto the residual solids after SSF. This could make
degradation isolation and some properties of a b-glucosidase from
enzyme recovery from the liquid fraction after SSF possible. Trichoderma viride. Eur J Biochem 1974;46:295–305.
[17] Mandels M, Andreotti R, Roche C. Measurement of saccharifying
This work will be continued, with the aim of finding cheaper
cellulase. Biotech Bioeng Symp 1976;6:21–33.
surfactant with the same positive effects as Tween-20.
[18] Stenberg K, Tengborg C, Galbe M, Zacchi G. Optimization of
steam pretreatment of SO2-impregnated mixed softwoods for ethanolproduction. J Chem Technol Biotechnol 1998;71:299–308. Acknowledgments
[19] Stenberg K, Galbe M, Zacchi G. The influence of lactic acid for-
mation on the simultaneous saccharification and fermentation (SSF)
The Swedish National Energy Administration is gratefully
of softwood to ethanol. Enzyme Microb Technol 2000;26:71–9.
[20] Kim MH, Lee SB, Ryu DDY. Surface deactivation of cellulase and
its prevention. Enzyme Microb Technol 1982;4:99–103.
[21] Park JW, Takahata Y, Kajiuchi T, Akehata T. Effects of nonionic
surfactant on enzymatic-hydrolysis of used newspaper. Biotechnol
References
[22] Ballesteros I, Olivia JM, Carrasco J, Cabanas A, Navarro AA,
[1] von Sivers M, Zacchi G. Ethanol from lignocellulosics: a review of
Ballesteros M. Effect of surfactant and zeolites on simultaneous
the economy. Bioresour Technol 1996;56:131–40.
saccharification and fermentation of steam-exploded poplar biomass
to ethanol. Appl Biochem Biotechnol 1998;70–72:369–81.
Effect of substrate and cellulase concentration on simultaneous
[23] Lee WG, Lee JS, Lee JP, Shin CS, Kim MS, Park SC. Effect
saccharification and fermentation of steam-pretreated softwood for
of surfactants on ethanol fermentation using glucose and cellulosic
ethanol production. Biotechnol Bioeng 2000;68(2):204–10.
hydrolyzates. Biotechnol Lett 1996;18(3):299–304.
[3] Tengborg C, Galbe M, Zacchi G. Influence of enzyme loading and
[24] Hinman ND, Schell DJ, Riley CJ, Bergeron PW, Walter PJ.
physical parameters on the enzymatic hydrolysis of steam-pretreated
Preliminary estimate of the cost of ethanol production for SSF
softwood. Biotechnol Progr 2001;17:110–7.
technology. Appl Biochem Biotechnol 1992;34/35:639–49.
Veterinary Dermatology 2004, 15 , 99 –107 Treatment of dermatophytosis in dogs and cats: review of published studies Department of Medical Sciences, School of Veterinary Medicine, University of Wisconsin-Madison, ( Received 31 January 2003; accepted 24 July 2003) Abstract The recent literature
Access the World with WiMAX Overview SOMA Networks is a leading provider of Mobile WiMAX solutions. Specifically designed to bring broadband wireless access and advanced applications to the home, SOMA’s FlexMAX™ Mobile WiMAX System and SoftAir™ Multimedia Application System provide a complete solution using an all IP-based architecture, allowing service providers to offer virtua

 Enzyme and Microbial Technology 33 (2003) 71–78
The effect of Tween-20 on simultaneous saccharification and
Malek Alkasrawi , Torny Eriksson , Johan Börjesson , Anders Wingren ,
Mats Galbe , Folke Tjerneld , Guido Zacchi
a Department of Chemical Engineering 1, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
b Department of Biochemistry, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
Received 18 December 2002; received in revised form 25 March 2003; accepted 28 March 2003
Abstract
Enzyme and Microbial Technology 33 (2003) 71–78
The effect of Tween-20 on simultaneous saccharification and
Malek Alkasrawi , Torny Eriksson , Johan Börjesson , Anders Wingren ,
Mats Galbe , Folke Tjerneld , Guido Zacchi
a Department of Chemical Engineering 1, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
b Department of Biochemistry, Lund University P.O. Box 124, SE-221 00 Lund, Sweden
Received 18 December 2002; received in revised form 25 March 2003; accepted 28 March 2003
Abstract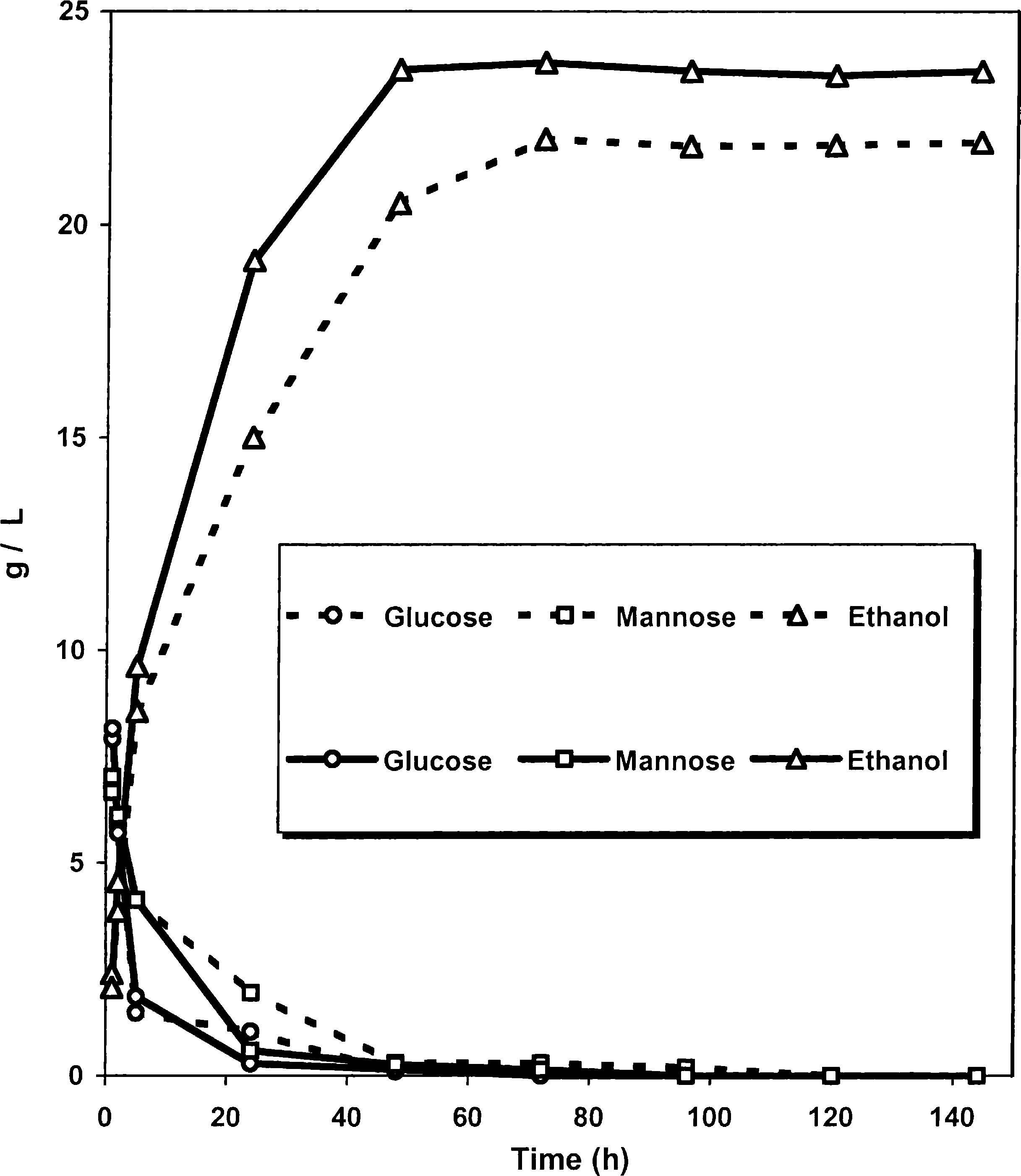 M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
The influence of Tween-20 on hydrolysate fermentation and SSF
The influence of enzyme loading with and without the addition of 2.5 g/lTween-20 on the theoretical ethanol yield in SSF, and on the residence
time required to reach the maximum ethanol concentration
material), the highest ethanol concentration was reached af-
ter about 72 h. The final ethanol yield was 86% of the the-oretical yield and the initial productivity based on the first
The residence time required to reach the maximum ethanol
concentration did not change with the addition of 1.25 g/l
The addition of 1.25 and 2.5 g/l Tween-20 increased the
Tween-20, but decreased to 48 h with the addition of 2.5 g/l
ethanol yield by 8% compared with the reference run (base
Tween-20 (Therefore, 2.5 g/l Tween-20 was used
case). The initial productivity remained at the same level
as an optimal concentration for the subsequent SSF runs.
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
The influence of Tween-20 on hydrolysate fermentation and SSF
The influence of enzyme loading with and without the addition of 2.5 g/lTween-20 on the theoretical ethanol yield in SSF, and on the residence
time required to reach the maximum ethanol concentration
material), the highest ethanol concentration was reached af-
ter about 72 h. The final ethanol yield was 86% of the the-oretical yield and the initial productivity based on the first
The residence time required to reach the maximum ethanol
concentration did not change with the addition of 1.25 g/l
The addition of 1.25 and 2.5 g/l Tween-20 increased the
Tween-20, but decreased to 48 h with the addition of 2.5 g/l
ethanol yield by 8% compared with the reference run (base
Tween-20 (Therefore, 2.5 g/l Tween-20 was used
case). The initial productivity remained at the same level
as an optimal concentration for the subsequent SSF runs.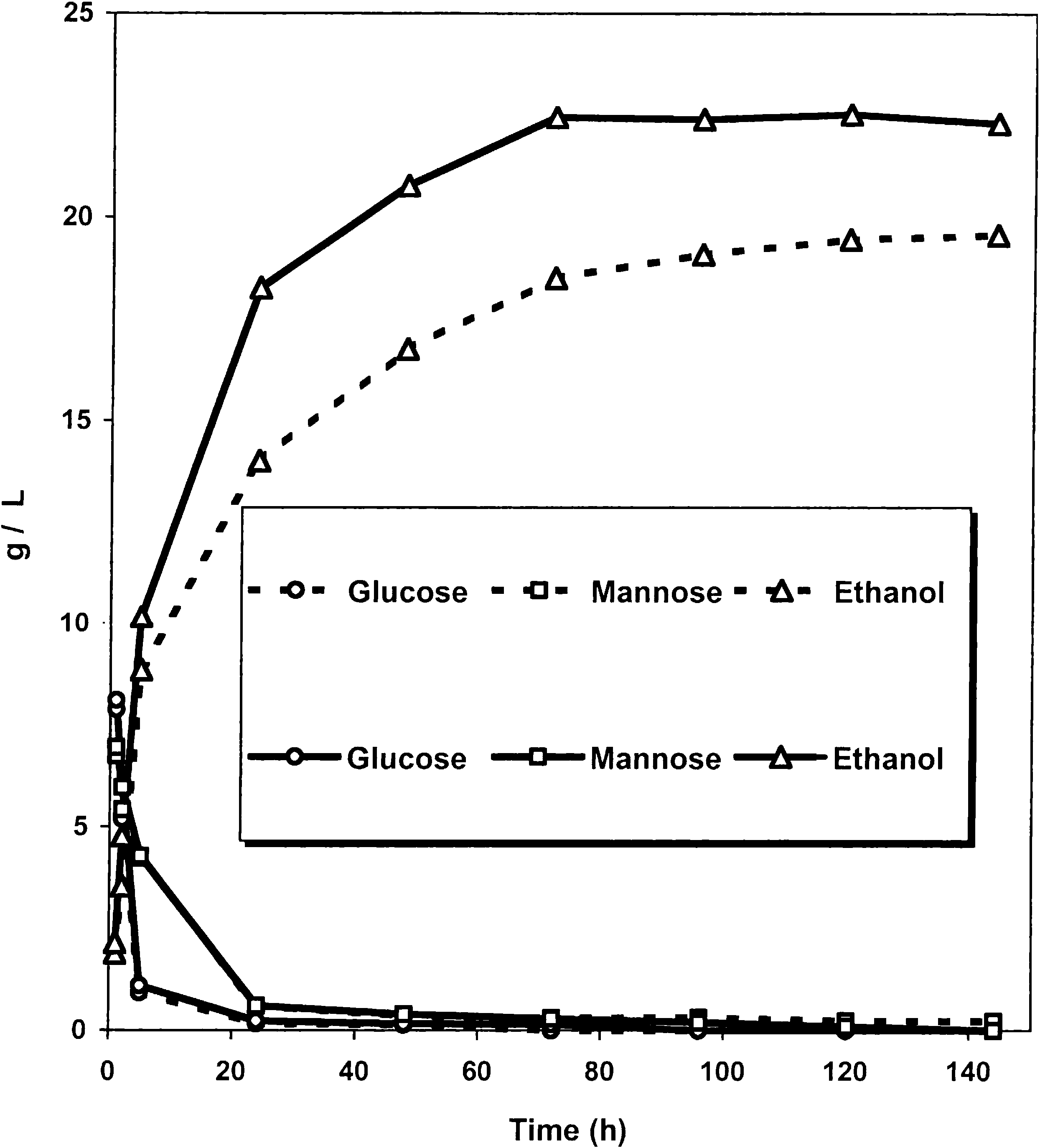 M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 2. The influence of 2.5 g/l Tween-20 addition on the ethanol production in SSF with an enzyme loading of 22 FPU/g cellulose. SSF runs withTween-20 (—), and without Tween (----).
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 2. The influence of 2.5 g/l Tween-20 addition on the ethanol production in SSF with an enzyme loading of 22 FPU/g cellulose. SSF runs withTween-20 (—), and without Tween (----).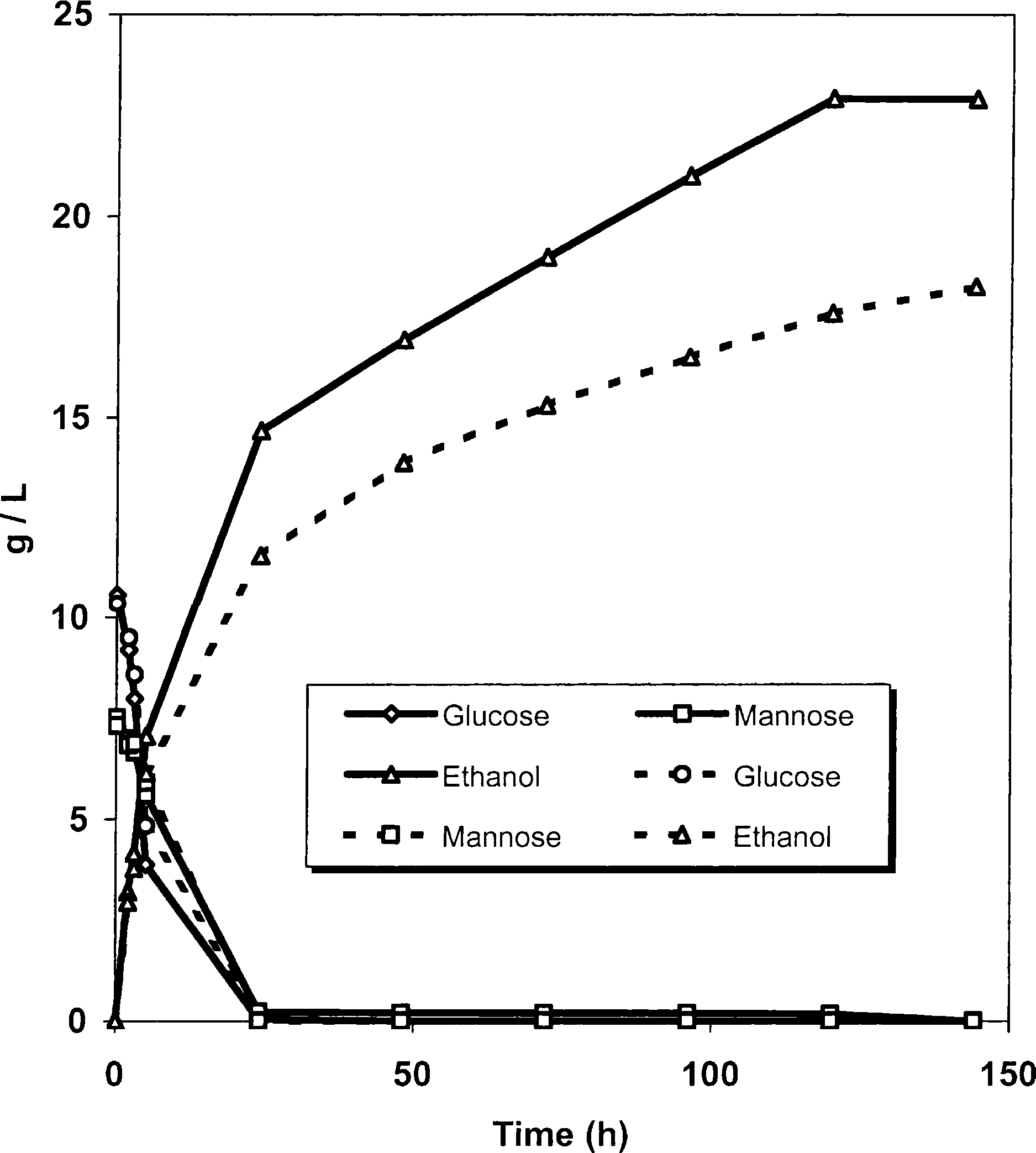
 M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 3. The influence of 2.5 g/l Tween-20 addition on the ethanol pro-duction in SSF with an enzyme loading of 11 FPU/g cellulose. SSF runswith Tween-20 (—), and without Tween (----).
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
Fig. 3. The influence of 2.5 g/l Tween-20 addition on the ethanol pro-duction in SSF with an enzyme loading of 11 FPU/g cellulose. SSF runswith Tween-20 (—), and without Tween (----).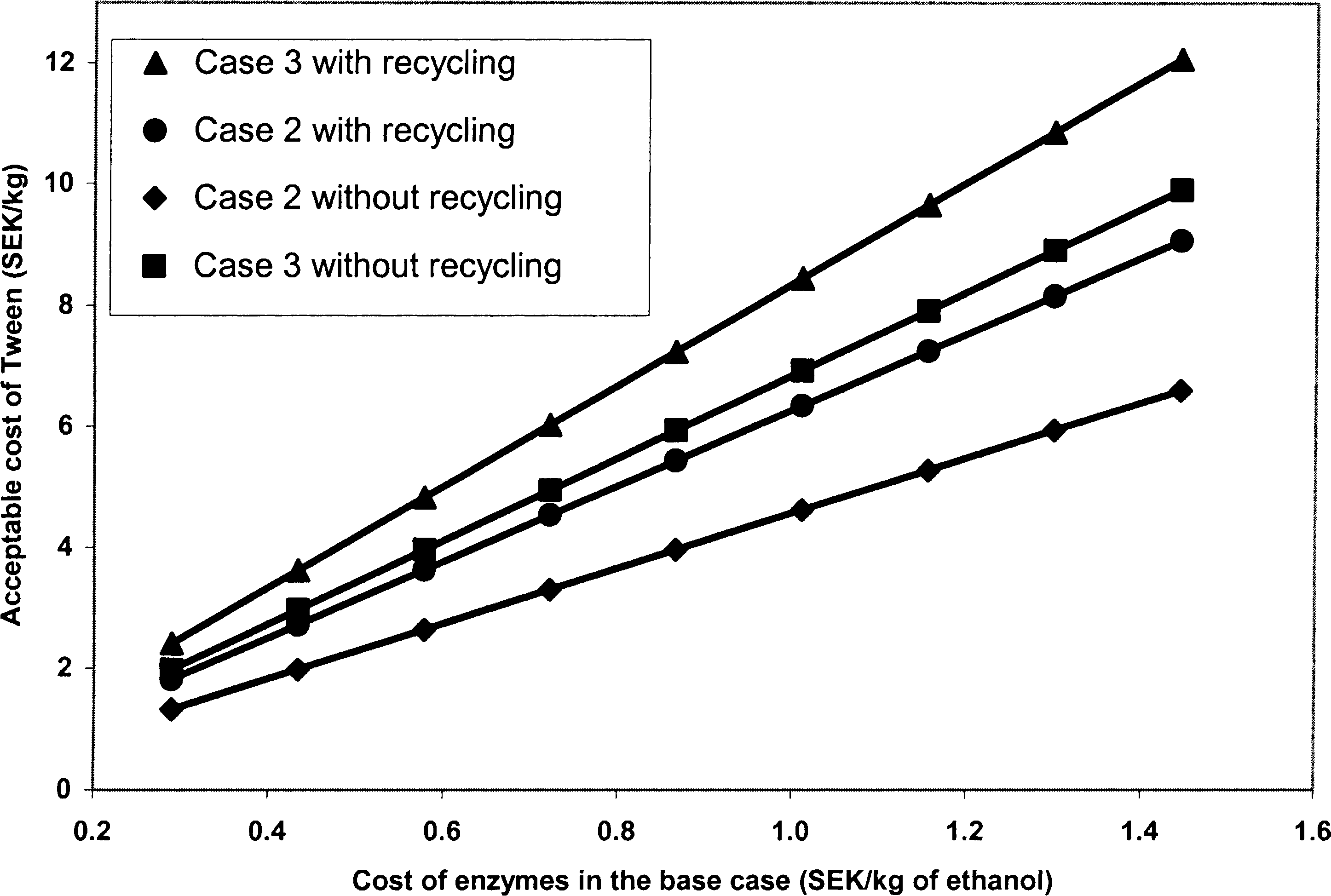 M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
resulting in a lower amount of residual cellulose. Thus, the
enzymes against the cost of Tween-20 (or some other surfac-
proportion of lignin in the substrate was increased, leading
tant with the same effect on SSF). In the comparison, it was
to the release of more enzymes by surfactant addition.
M. Alkasrawi et al. / Enzyme and Microbial Technology 33 (2003) 71–78
resulting in a lower amount of residual cellulose. Thus, the
enzymes against the cost of Tween-20 (or some other surfac-
proportion of lignin in the substrate was increased, leading
tant with the same effect on SSF). In the comparison, it was
to the release of more enzymes by surfactant addition.